
|
|
|---|
Paper is ubiquitous as a packaging material, both for physical goods (e.g. boxes, wrappers), as well as information (e.g. books, letters). Fundamentally, it consists of a non-woven fabric made by drying a slurry of microscopic cellulose fibers, with this slurry being known as pulp. Since cellulose fibers themselves are abundant in most kinds of plant material, pulp can simply be made by chemically removing all other components (e.g. lignin, waxes) and mechanically pulverizing what remains. Unfortunately however, the most common raw material used for this purpose is wood, primarily due to its high density and ease of transportation.
The use of wood in the production of paper is enormously wasteful; wood, being a powerful structural material in its own right, requires immense amounts of energy (both mechanical and chemical) to be reduced into pulp. Furthermore, the process is environmentally harmful on both the input end (in the form of deforestation) as well as the output end (in the form of chemical pollution). In order to resolve these issues, I developed a method to produce paper from wheat straw (or any similar material) which utilizes an existing agricultural byproduct as its input, requires minimal mechanical energy during processing, and produces no significant chemical waste as its output. This method can be broken down into three stages: boiling, pulping, and casting, each of which will be described below.
First, the boiling stage separates the cellulose fibers in the straw from anything which might bind them together. Primarily, this is achieved by first soaking the straw overnight in enough water to cover it, along with 10% of its weight in hydrated lime (calcium hydroxide), then boiling the mixture for six hours the next day. The soaking allows the lime solution to penetrate even the thickest segments of the straw, while the boiling process depolymerizes and saponifies any lignin present, forming poorly-soluble lignin soaps which generally stay attached to the cellulose, albeit in no structural capacity. Halfway through this boiling process, hydrogen peroxide may be added at up to 10% of the weight of the straw (weighed as pure H2O2, but sourced from commonly available dilute solutions) in order to destroy any unsaponifiable matter which may be shielding the remaining lignin. At the end of this boiling process, aluminum sulfate is added at 30% of the weight of the straw (or more importantly, at three times the weight of the lime) and the mixture allowed to cool overnight. This neutralizes the batch by causing a double-displacement reaction, in which soluble calcium-lignin soaps and aluminum sulfate interact to form insoluble aluminum-lignin soaps and calcium sulfate, which act as a sizing agent and an opaque filler, respectively. These steps can each be seen in the pictures below, demonstrating the change in color and texture of the straw as the boiling progresses. At this point, the straw can be drained, rinsed, and interestingly, even dyed. Due to the heavy addition of aluminum, the straw is essentially mordanted, and can be colored by simply immersing it in a dye bath, similar to dyeing protein fibers such as silk or wool. Notably, the straw has now also been reduced to 70-80% of its original weight, which is important for calculating quantities of dye materials, as well as for further processing of the straw into pulp and paper.





|
|---|
Once the straw has been boiled and rinsed, the pulping stage consists of shredding the material into individual cellulose fibers. Ideally this would be achieved using a stamping mill or a hollander beater; however, these are both large and expensive to build. Fortunately, they can be substituted (to a surprising degree of success) by a kitchen blender, as long as this blender is powerful enough (1000W or more) to churn through the coarse straw without tangling and stalling. Blending the straw is straightforward, and I have found that five minutes at high speed is sufficient to produce a smooth pulp, though this is highly dependent on the blender being used. The ratio of straw to water is critical however, and enough water should be used that the straw floats freely without forming clumps, but also fills the entire water volume without floating to the top. This corresponds to roughly a 1% suspension (by weight) of straw in water, which is also the maximum concentration of pulp from which a sheet of paper can be made directly. Naturally, this pulp can be thinned with additional water, with the useful concentration determined by the desired thickness of the paper and the dimensions of the casting equipment. These steps can all be seen below, beginning with the boiled straw and ending with a pulp slurry suitable for making paper.





|
|---|
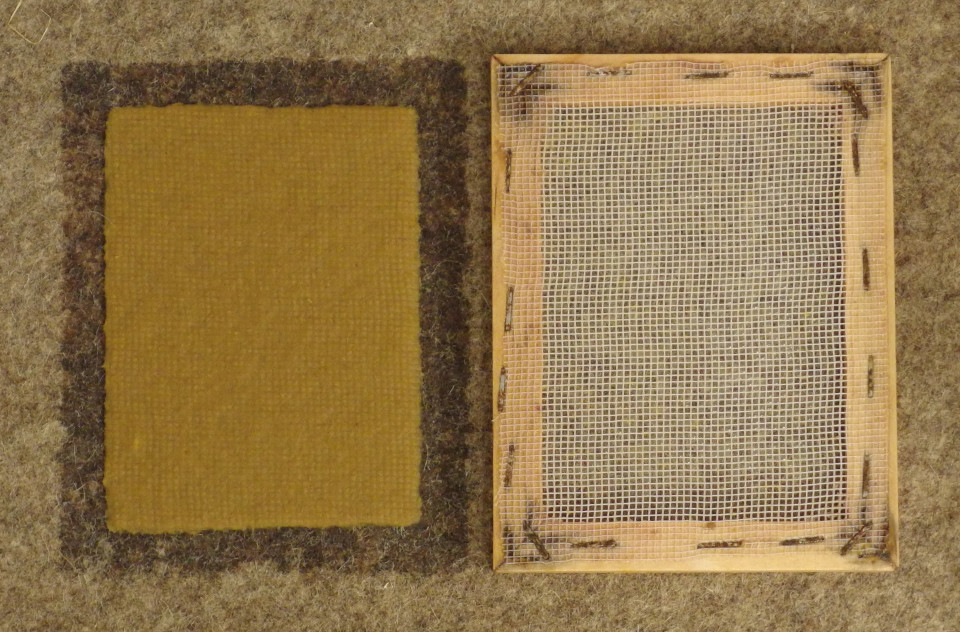
Finally, the casting stage involves draining the pulp slurry through a screen to form a wet sheet of paper, in this case using a conventional mold and deckle. The process consists simply of holding the pair together and scooping a portion of the slurry into the deckle, then holding this slurry level as it drains through the mold. Once the surface of the slurry appears lumpy and gelatinous rather than watery, the mold can be tilted to drain any remaining water, followed by carefully removing the deckle and pressing the paper onto a sheet of wool felt to dry. Clean wool will readily wick away water, yet has no affinity for cellulose, allowing the paper to be easily removed after air-drying. Alternatively, multiple sheets of felt may be stacked and pressed to rapidly remove water from the paper between them, which then becomes strong enough to dry on its own. These steps can be seen below, and the resulting paper can be seen at the top of the page, pasted to watercolor paper as a reference: first in its natural color, then dyed with logwood, osage, and brazilwood at 10%, 30%, and 50% by weight respectively.


|
|---|
This method is highly efficient, converting the vast majority of the weight of the straw into usable paper, while using minimal water and energy to do so. The waste produced consists entirely of soluble organic compounds from the straw and mineral sediment from the slight excess of reactants; it is also nearly pH-neutral, and appears to be harmless to the local vegetation when disposed of outdoors. The paper itself is roughly as strong as cardstock, and is highly water-resistant once dry, due to its internal lignin sizing. Furthermore, while the texture is somewhat rough, this can easily be improved by pressing the paper while wet and ironing it as it dries, which also improves its effective strength. The only real limitation of this paper is its dull color due to the high lignin content, which is inherent to this method itself. However, if a truly white paper is necessary for artistic or archival purposes, a higher quality source of fiber such as cotton or mulberry would likely be a better choice to begin with. Overall, the only remaining avenue for improvement lies in the mechanization of paper-making, either by traditional pressing or modern calendaring processes, and I look forward to building the equipment to manufacture paper more effectively in projects and articles to come.