

|
|
|---|
Metalworking is essential to the production of technology, and casting is one of its most fundamental techniques. However, this is often overlooked due to the perceived difficulty of melting metal, the size and expense of the associated equipment, and the typical rough quality of the results. Accordingly, if these faults could be remedied and metal casting could be simplified, it could play a much larger role in the workshop. In order to achieve this, I decided to break down a typical foundry into five component parts and optimize each independently. These parts are, in order of use: furnace, alloy, pattern, sand, and flask. The simplifications and improvements for each of these are described in detail below.


|
|---|
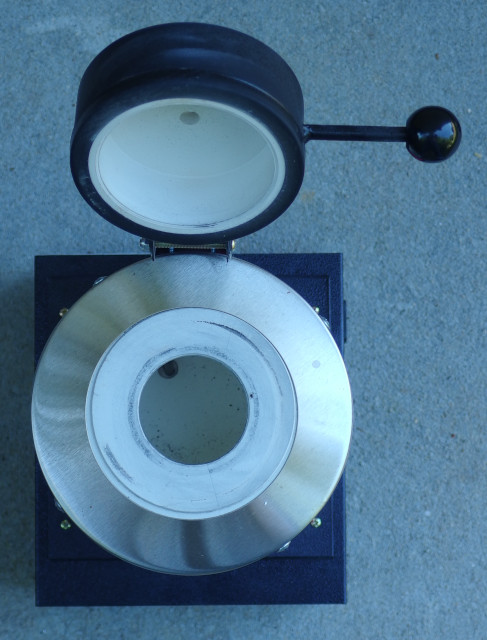
Electric furnaces are now commonly available and relatively inexpensive. These utilize cheap and inert graphite crucibles, and can melt most non-ferrous metals without contaminating them, making this type of furnace excellent for amateur metallurgy. They are typically rated by capacity in terms of kilograms of copper, and I have found that a 3Kg (roughly 300mL) furnace is large enough to accomplish most human-scale (i.e. non-industrial) tasks. Furthermore, since the furnace itself is small and requires no stockpile of combustible fuel, I find it perfectly suited to the scale of a small workshop such as my own. Using this type of furnace requires little more than the crucible tongs supplied with it, with only a spoon needed to stir and skim the metal, along with a tin can to hold any dross. Additional crucibles may be useful, however: with two crucibles, one can be used as an ingot mold, and with three crucibles a continuous casting operation can be established.


|
|---|
Aluminum scrap is commonly reused for casting; however, the results are usually soft and porous, with little functional value. This is due to the fact that most commercial alloys contain only a small percentage of additives, and rely on heat treatment to develop their strength. Fortunately, this means that scrap aluminum can be re-alloyed by the addition of zinc, which is useful in much larger quantities: up to 50% of the alloy by weight. Zinc acts as a hardener and a flux, producing stiffer castings with less porosity and better machinability than aluminum alone. Additionally, copper may be added to produce a harder surface (such as for gears or bearings) at up to 5% of the alloy, replacing some of the zinc. Both of these additives increase the alloy's weight and reduce its ductility however, so they should only be used to the extent that they are necessary. Alloys of this type can be made by simply melting together aluminum and zinc at roughly 750°C, with this mixture being capable of rapidly dissolving any copper added to it. This is also a suitable pouring temperature, since any heat beyond this point tends to oxidize the surface of the metal in the crucible.

|
|---|
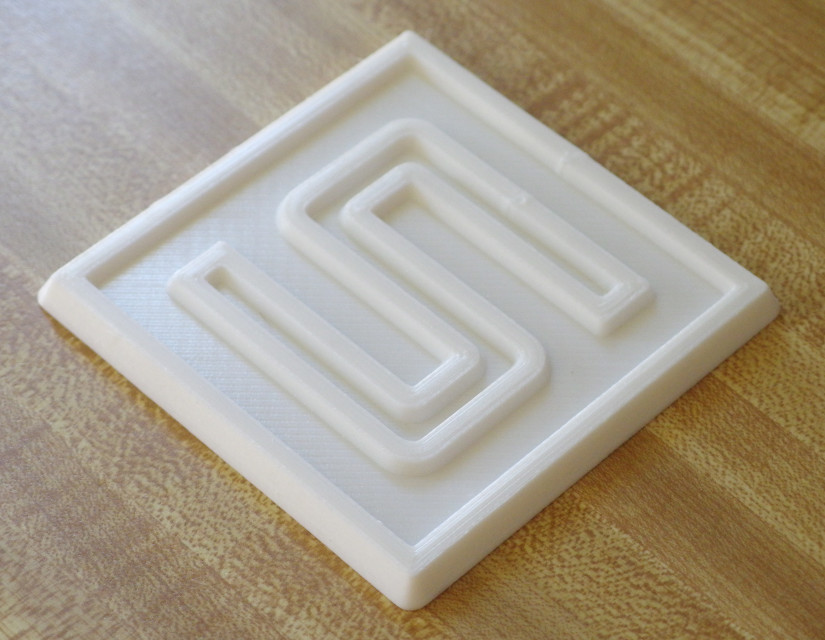
Patterns can be made from any material that can withstand being pressed into sand, with wood and clay being historically the most common. However, pattern-making is a slow process when done by hand, and if the design needs adjustment then often the materials are wasted. For these reasons, I have decided to use printed plastic patterns instead. These can be made quickly and inexpensively, with the temporary nature of plastic being perfectly suited to the task at hand. Furthermore, if a script-based modeling program (such as OpenSCAD) is used, the description of the pattern remains human-readable and is therefore relatively permanent, similar to a schematic or technical drawing. This type of software also allows for portions of a pattern (e.g. draft angles) to be generated mathematically, which greatly simplifies the design process and allows for the rapid adjustment of prototypes. Additionally, if a large (0.8mm or 1/32in) nozzle is used, these prototypes can be printed quickly, since any detail finer than this would be lost in the casting process anyways. While the use of plastic is a departure from my typical choices of materials, I believe that polylactic acid (PLA) has significant potential as a simple and biodegradable polymer for disposable applications such as this one, and I intend to investigate it further in future experiments.


|
|---|
Sand requires a binder to make molds from patterns, and clay is commonly used with either water or oil for this purpose. However, water-based sand ("greensand") is difficult to use due to its variable moisture content, while oil-based sand ("petrobond") requires special ingredients to make, and is difficult to dispose of responsibly. Fortunately, a third option exists: molasses sand. Rare in western foundries but common in the middle east, this can be made simply by mixing fine sand with 5-10% molasses by weight, and allowing it to dry outdoors until it reaches a moldable consistency.
This sand contains very little water and is naturally porous, so a fine surface finish can be achieved on most castings without adding any vents to the mold. It can also be shaped into cores and baked in an oven, to produce hollow cavities in complex castings. Furthermore, the sugar content causes it to carbonize into a hard shell around the molten metal, ensuring that both the metal and the sand are held in place. This shell allows the casting to be removed from the surrounding sand as soon as it solidifies, and can be chipped off later once the metal cools. The remaining (unburnt) sand can then be set aside, and with sufficient ambient humidity it will recover its moisture from the air overnight. Surprisingly despite the sugar-based binder, this sand does not ferment, and after its first use it no longer attracts insects as it begins to smell like smoke.
Using this sand requires only three tools: a sock, a pipe, and a spoon. The sock can be filled with powdered plaster of paris, which is an effective and non-hazardous parting compound. This absorbs moisture from the surface of the sand and stiffens it, and can also be used on the hands to keep them dry. The pipe is used to cut pouring holes through layers of sand, and as a rolling pin to flatten the sand into a flask. Finally, the spoon is used to cut channels in the sand when necessary, and to tap patterns loose to facilitate their removal. All other tasks are best accomplished by shaping the sand by hand, and in fact a conventional sand rammer should not be used, as this type of sand flows better under gentle pressure.

|
|---|
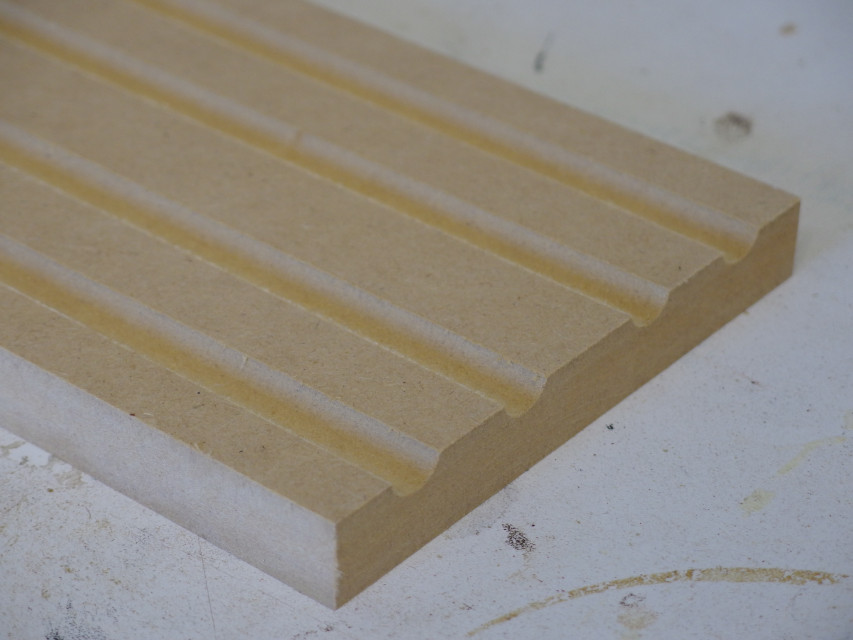
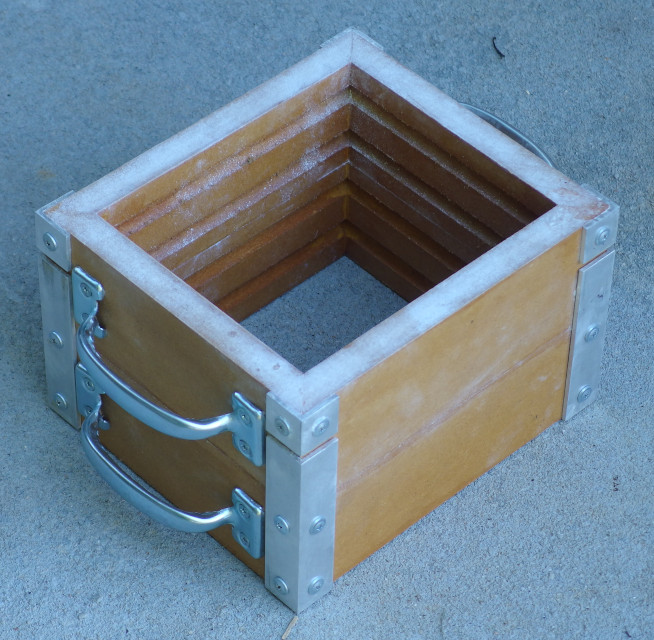
Flasks are simply boxes for holding sand molds, and are often constructed out of either wood or metal. However, wooden flasks often warp due to moisture, and metal flasks are time-consuming and expensive to manufacture, making it impractical to produce an optimal flask for a given casting. Fortunately, fiberboard has the benefits of both materials in this context, being cheap, dimensionally stable, and easy to work with. Flasks can be made from this material by simply making a single mitered box, then cutting it in half. This results in two perfectly-matched sections, which can be braced and aligned using angle aluminum at the corners. Before making the initial box, the fiberboard should be grooved with a ball-nose router bit to better hold onto the sand, and after splitting the box it should be painted with shellac to repel moisture. These flasks are less flammable than wood due to their high density, and remain dimensionally accurate even after multiple uses. This allows for detailed multi-part patterns to be used without becoming misaligned, and for thin-walled objects to be cast without defects. They can also be remade quickly and the alignment hardware reused, so that flasks can be sized to the objects being cast within them, in order to minimize the excess weight of the sand. Generally, only an inch of space is needed surrounding the pattern to avoid burning the flask.



|
|---|
This improved foundry method allows for the rapid prototyping of metal components, and can produce small parts from a computer model within the span of an hour. The versatility of the aluminum alloy eliminates the need for buying most types of metal stock, as variations in its composition can produce substitutes for most alloys other than steel. The sand and flask design also allow for smaller and more precise parts to be cast than would otherwise be expected, and the lack of porosity in the castings allows for minimal waste during subsequent machining processes. The method itself is versatile, and can be easily scaled up for local manufacturing, or adapted to use other alloys and equipment simply by adjusting the various components. Overall though, it is my hope that this method will make foundry work more accessible to amateur experimenters, and that by adopting this method in my workshop, I will be able to gain the requisite fluency in metal casting to be able to use it freely in projects to come.
While zinc-heavy alloys are far more machinable than relatively pure aluminum, this can be improved even further by the addition of tin or lead, at up to 10% of the zinc content by weight. This was initially avoided due to the fact that these additives are disastrous when used in commercial zinc alloys (i.e. Zamak), where they cause the alloy to internally self-destruct due to corrosion. However, while these metals do cause increased surface oxidation of my own alloys when used in large quantities, I have noticed no internal structural issues arising from their use. Effectively, both metals reduce the ductility of the alloy while increasing its lubricity, allowing for a mirror finish to be achieved directly from the cutting tool, making shavings in the form of short flakes rather than long strands. Tin also acts as a hardener, requiring much higher cutting forces than usual, while lead achieves the opposite, with leaded aluminum-zinc alloys behaving much like leaded brass. In fact, I have noticed that aluminum alloys and copper alloys are essentially mirrors of each other, with the same additives being useful in much the same quantities, and to much the same effect. Even when alloyed together, a small amount of copper toughens aluminum, while a small amount of aluminum toughens copper. This is somewhat redundant knowledge, as copper alloys are at this point very well-known; however, I do find it highly interesting.